 Jun 09,2026
Jun 09,2026
En diciembre pasado, Mark tuvo que trabajar otra jornada de 14 horas. Su fábrica de cajas de regalo acababa de recibir el mayor pedido navideño hasta la fecha, y la línea de producción de una sola estación, que les había servido fielmente durante tres años, se convirtió de repente en el cuello de botella. Empezó a diseñar la distribución de una segunda máquina, pero luego se detuvo. El gerente de una planta vecina le había mencionado sistemas de "doble estación" que podrían duplicar la producción sin duplicar el espacio necesario. Pero, se justificaba el mayor coste inicial para los picos de demanda estacionales? Y podrían sus operarios adaptarse a la complejidad adicional?
El dilema de Mark se repite en las empresas de embalaje de todo el mundo. A medida que el comercio electrónico y las experiencias de desempaquetado de lujo impulsan la demanda de cajas de alta rigidez y embalaje preciso, los fabricantes se enfrentan a una decisión crucial en cuanto a equipos: mantener la simplicidad de un sistema de una sola estación o dar el salto a una configuración de dos estaciones. Este artículo analiza en profundidad las implicaciones operativas, financieras y estratégicas reales, para que pueda tomar una decisión basada en su gama de productos, no en las especificaciones de otros.
Por qué el número de estaciones importa más de lo que crees
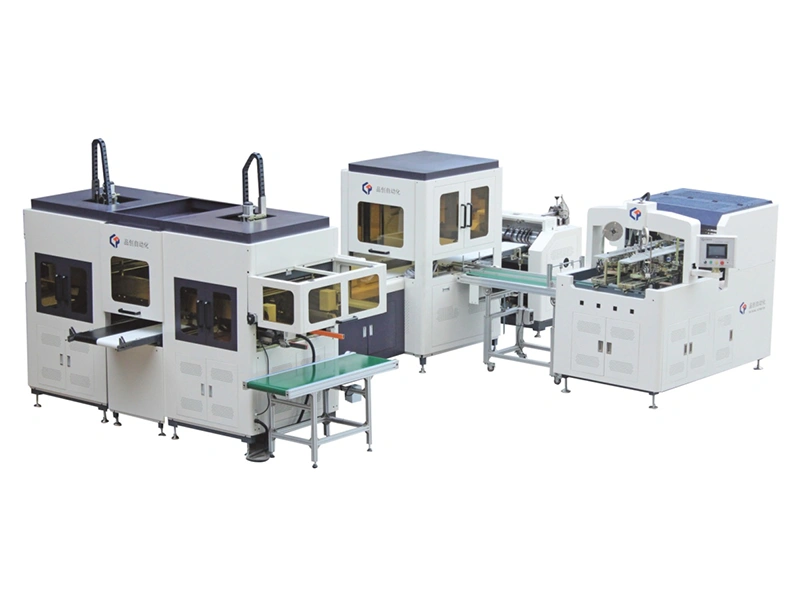
En el acabado automatizado de cajas, una "estación" generalmente se refiere a una posición donde se realiza una operación específica: envoltura, plegado, prensado o colocación de esquinas. Una celda de una sola estación realiza todas las operaciones secuencialmente en una sola ubicación. Una configuración de doble estación divide estas tareas: mientras una estación envuelve el papel base alrededor de la bandeja, la segunda se encarga simultáneamente del ensamblaje de la tapa o la formación de esquinas para la siguiente caja. El paralelismo cambia drásticamente el tiempo de ciclo, pero también redefine las rutinas de mantenimiento, la lógica de cambio de formato e incluso la forma en que se gestionan los desperdicios.
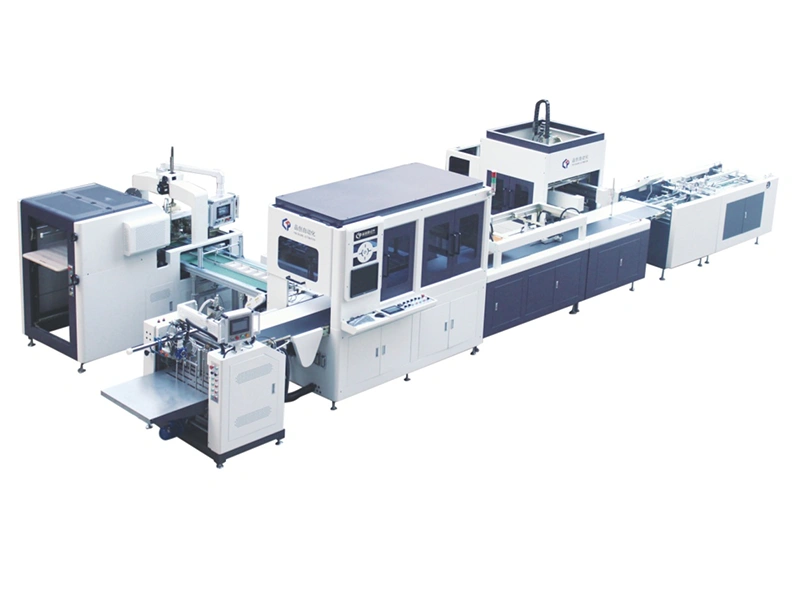
El mecanismo subyacente se puede describir mediante lo que la industria suele llamar una máquina de fabricación de cajas rígidas: un sistema que automatiza el embalaje y el ensamblaje de tapas duras sobre cartón gris. Al evaluar este tipo de equipos, la arquitectura de la estación se convierte en el factor más importante que influye en la producción diaria y la carga de trabajo del operario. Sin embargo, muchos compradores se centran en las "cajas por minuto" sin analizar si el tamaño de sus lotes realmente justifica el procesamiento en paralelo.
Las cinco dimensiones que realmente influyen en tu elección
Dejemos de lado las hojas de datos y veamos cómo se comportan las líneas de una y dos estaciones en una planta de producción real.
1. Rendimiento y tiempo de ciclo
Los sistemas de una sola estación destacan por su producción constante a velocidad moderada. Los tiempos de ciclo suelen oscilar entre 15 y 25 segundos por caja, según el formato y el material. Las configuraciones de doble estación superponen las operaciones, reduciendo a menudo el tiempo de ciclo efectivo a entre 8 y 14 segundos. Sin embargo, esta mejora presupone un flujo continuo e ininterrumpido. Si la alimentación de cartón o el empaquetado no pueden mantener el ritmo, la capacidad adicional de la doble estación queda inactiva. Para operaciones que procesan entre 5000 y 10 000 cajas al día, una sola estación suele ser suficiente. A partir de las 15 000 unidades diarias con una demanda estable, la opción de doble estación empieza a ser rentable.
2. Huella y trazado de líneas
Aquí es donde se desmienten las suposiciones. Una máquina de doble estación no es el doble de larga que una de una sola estación; normalmente solo es entre un 30 % y un 50 % más grande, ya que las estaciones comparten bastidor, sistemas de control y protecciones de seguridad. Pero la verdadera cuestión del espacio necesario radica en el equipo auxiliar: las estaciones dobles requieren alimentadores de placas más sofisticados y unidades de apilamiento de mayor capacidad. Cuando las plataformas avanzadas de automatización de cajas se configuran para estaciones dobles, la longitud total de la línea puede aumentar entre 3 y 5 metros en comparación con una celda de trabajo independiente de una sola estación, un detalle que a menudo se pasa por alto en los presupuestos preliminares.
3. Agilidad en la transición
Si su planta maneja más de cinco formatos de cajas por turno, los sistemas de una sola estación ofrecen una clara ventaja. Con todas las herramientas ubicadas en una sola posición, un operario cualificado puede completar un cambio de tamaño completo en 10-15 minutos. Las estaciones dobles requieren ajustes sincronizados entre ambas, lo que aumenta los tiempos de cambio a 20-35 minutos y exige un mayor nivel de habilidad para evitar desajustes entre las dos secuencias de tiempo. Para la producción de tiradas cortas y alta variedad, esto por sí solo puede anular las ventajas en velocidad.
4. Costo de capital y costo total de vida útil
Una línea de doble estación cuesta entre un 60 % y un 80 % más inicialmente que una máquina comparable de una sola estación. La complejidad del mantenimiento también aumenta: el doble de servomotores, el doble de actuadores neumáticos y un programa PLC más complejo. A lo largo de un ciclo de vida de siete años, el coste total de propiedad por unidad producida tiende a favorecer a las estaciones dobles solo cuando la utilización se mantiene por encima del 70 %. Por debajo de ese umbral, la menor depreciación y el menor coste de repuestos de la máquina más sencilla resultan más ventajosos.
5. Habilidades y capacitación del operador
Las celdas de una sola estación pueden ser operadas eficazmente por operadores con formación básica. Las estaciones dobles requieren personal que comprenda la sincronización entre estaciones, la gestión de búferes y el diagnóstico rápido de fallos en dos flujos de trabajo simultáneos. En mercados laborales con escasez de mano de obra, esta especialización puede generar costes y riesgos ocultos.
Comparación de referencia rápida
| Factor | Estación única | Estación doble |
| Tiempo de ciclo efectivo | 15–25 segundos/caja | 8–14 segundos/caja |
| Volumen diario óptimo | <10.000 cajas | >12.000 cajas |
| Superficie ocupada (solo máquina) | 6–10 m de longitud | 9–15 m de longitud |
| Cambio típico | 10–15 minutos | 20–35 minutos |
| Se requiere experiencia como operador. | Nivel de entrada | Nivel intermedio a avanzado |
| Inversión inicial | Base | +60–80% |
| Lo mejor para | Mezcla de alta calidad, volumen moderado | Mezcla baja, volumen alto |
Cómo lograr la combinación perfecta: escenarios donde cada configuración resulta ganadora
Seleccione una sola estación cuando:
-
El tamaño medio de sus lotes es inferior a 2.000 unidades por formato.
-
Ustedes fabrican una amplia gama de estilos de cajas: con tapas abatibles, con tapas telescópicas, tipo libro, con cajones, y realizan cambios frecuentes.
-
El espacio disponible es limitado y no permite realizar manipulaciones de materiales prolongadas.
-
Estás incorporando redundancia a tu línea de producción, optando por dos máquinas independientes de una sola estación en lugar de una doble (una estrategia válida para la mitigación de riesgos).
Elija la estación doble cuando:
-
Gestionas líneas de producción dedicadas a un puñado de formatos de cajas, con tiradas que superan las 5.000 unidades cada una.
-
Sus procesos posteriores (envoltura de regalos, preparación de pedidos) ya están automatizados y pueden absorber un mayor volumen de producción.
-
Se dispone de mano de obra con habilidades técnicas, o bien usted está dispuesto a invertir en una formación estructurada.
-
Estás consolidando la producción de varias máquinas antiguas en una sola célula de alto rendimiento.
Es aquí, cuando quienes toman las decisiones sopesan la configuración frente a su gama de productos única, donde muchos recurren a soluciones personalizadas para la producción de cajas de tapa dura, con el fin de ir más allá de las comparaciones genéricas y examinar cómo los diseños específicos de las máquinas manejan la profundidad de las bandejas, el gramaje del papel y la geometría de las esquinas.
Un aspecto que a menudo se pasa por alto: el tipo de equipo de automatización de cajas que domina el mercado actual ha experimentado actualizaciones modulares que difuminan la línea entre estaciones simples y dobles. Algunos fabricantes ofrecen ahora plataformas actualizables en campo: se empieza con una estación y se añade un segundo módulo cuando el volumen lo justifica. Este enfoque preserva la eficiencia del capital a la vez que mantiene viable la expansión futura de la capacidad de producción.
Errores comunes al aumentar la producción de cajas
Error común 1: Sobreestimar la utilización
Una estación doble con una capacidad de 25 cajas por minuto suena impresionante, pero si el sistema de alimentación suministra las placas de forma irregular, la producción real podría ser de entre 15 y 18. Siempre compare la producción con las limitaciones existentes en sus sistemas de alimentación y distribución, no con la velocidad aislada de la máquina.
Error común 2: Ignorar el factor de desecho.
Las estaciones duales agravan los errores de alineación. Una desviación de 0,5 mm en la Estación 1 se convierte en un defecto de 1,0 mm en la Estación 2, lo que aumenta la tasa de desperdicio; además, el desperdicio de material en papeles de recubrimiento de alta calidad puede reducir rápidamente el margen de beneficio. Valide la estabilidad de la alineación durante tiradas prolongadas antes de confirmarla.
Error común 3: Descuidar las ventanas de mantenimiento
Dos estaciones implican el doble de puntos de contacto para el mantenimiento preventivo. Si su equipo de mantenimiento ya tiene dificultades para mantener las máquinas de una sola estación en óptimas condiciones, una línea de doble estación podría aumentar el tiempo de inactividad en lugar de reducirlo.
Al comparar diferentes máquinas para fabricar cajas rígidas, el tiempo de ciclo es solo uno de los factores. La arquitectura de la estación determina fundamentalmente cómo una línea gestiona los picos de demanda, los formatos y el personal.
Cómo encaja Pinchuang en su proceso de selección
Pinchuang lleva años trabajando con empresas de conversión de envases que se enfrentan precisamente a esta decisión entre una o dos estaciones de producción. En lugar de ofrecer una solución estándar, nuestros equipos de ingeniería se centran en adaptar su cartera de pedidos a las configuraciones de las máquinas, simulando secuencias de cambio, análisis de cuellos de botella y escenarios de mano de obra antes de especificar un solo tornillo.
Si está evaluando si un sistema de una o dos estaciones se ajusta mejor a su planta de producción, explore las celdas de automatización de cajas escalables de Pinchuang para descubrir plataformas configurables que se adaptan al crecimiento de su negocio. La clave no está en tener más estaciones, sino en elegir las estaciones adecuadas para las cajas que sus clientes realmente solicitan.
En definitiva, la máquina ideal para fabricar cajas rígidas depende de la variedad de productos, la estabilidad del volumen de producción y la capacidad de su equipo. Puede comparar estas variables con datos de producción reales de su propia planta; y si necesita ayuda para estructurar ese análisis, estamos aquí para guiarle sin presiones comerciales.
Esta guía se basa en referencias de ingeniería de empaques disponibles públicamente y en la experiencia práctica de operaciones de fabricación de cajas. Las cifras de rendimiento son rangos indicativos basados en materiales de recubrimiento y especificaciones de cartón gris típicas; los resultados reales varían según el diseño del producto, las condiciones ambientales y la habilidad del operario. Al evaluar el equipo, solicite siempre un protocolo de prueba de aceptación de fábrica que se ajuste a sus formatos de caja específicos.








